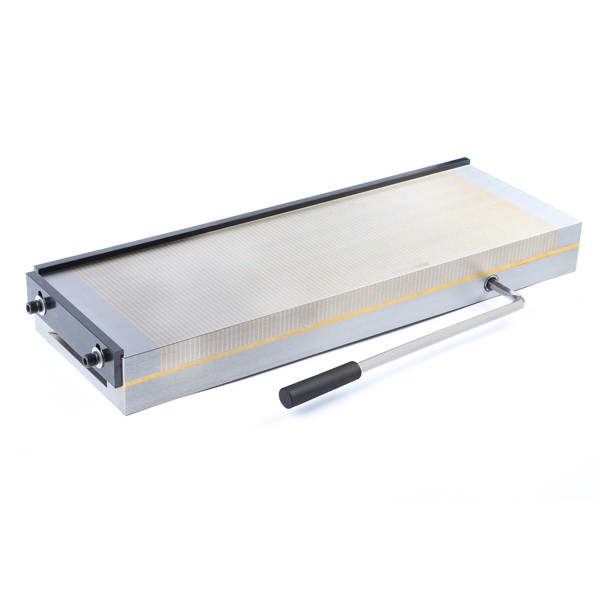
Магнетна стезна глава са финим половима за Сурфаце Сриндер
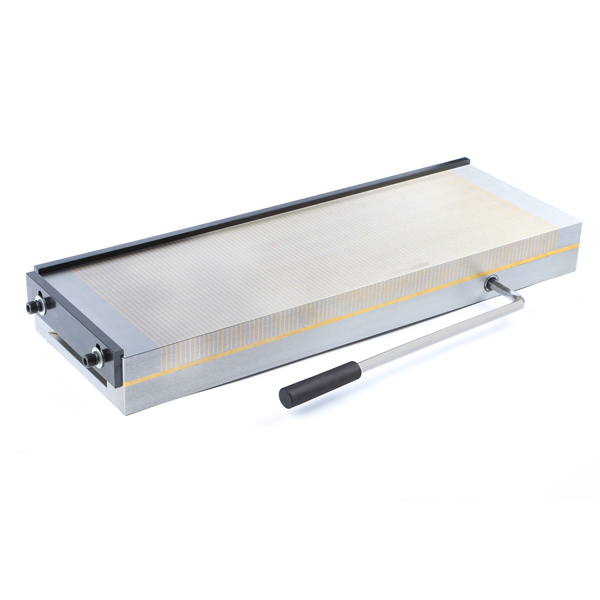
Алат Беес испоручује висок квалитетмагнетна стезна главаПроизведени по највишим стандардима и доступни су у најчешћим величинама са лагера, магнетне стезне главе су савремени уређаји који замењују шкрипце, механичке стеге и учвршћиваче, који убрзавају ваш рад током обраде феромагнетних материјала.
Магнетне стезне главе могу уштедети много времена стезањем и отпуштањем обрађених компоненти, а истовремено чинећи радни комад доступним са 5 страна без оштећења производа. Циљ употребе магнетних стезних глава за држање рада постао је популаран у производним погонима широм света.
Радни предмети за машинску обраду се традиционално држе на месту помоћу стега или учвршћивача, али бланко, ливење или ковање такође могу да се држе са довољно хватања да би се омогућило глодање, окретање, бушење или брушење.Магнетне стезне главе се обично користе у апликацијама за брушење површина, али се сада користе и у продавницама машина.
| Наруџба бр. | Димензија | Магнетиц | Размак | Тежина (кг) | ||
| (ММ) | Сила | (ГВОЖЂЕ + БАКАР) | ||||
| L | B | H | 120Н/ЦМ² | 1,5+0,5 ИЛИ 1+3 | ||
| ТБ-А13-1510 | 150 | 100 | 48 | 4.5 | ||
| ТБ-А13-2010 | 200 | 100 | 48 | 7.5 | ||
| ТБ-А13-1515 | 150 | 150 | 48 | 8.5 | ||
| ТБ-А13-2015 | 200 | 150 | 48 | 11.3 | ||
| ТБ-А13-3015 | 300 | 150 | 48 | 16.5 | ||
| ТБ-А13-3515 | 350 | 150 | 48 | 19.8 | ||
| ТБ-А13-4015 | 400 | 150 | 48 | 22.6 | ||
| ТБ-А13-4515 | 450 | 150 | 50 | 25.5 | ||
| ТБ-А13-4020 | 400 | 200 | 50 | 31.5 | ||
| ТБ-А13-4520 | 450 | 200 | 50 | 35.5 | ||
| ТБ-А13-5025 | 500 | 250 | 50 | 45 | ||
| ТБ-А13-6030 | 600 | 300 | 48 | 72 | ||
| ТБ-А13-7030 | 700 | 300 | 48 | 85 | ||

Предности магнетних стезаљки
Предности магнетних стезаљки укључују:
Смањење подешавања.
Повећање приступа многим странама радног предмета.
Поједностављивање држања рада.
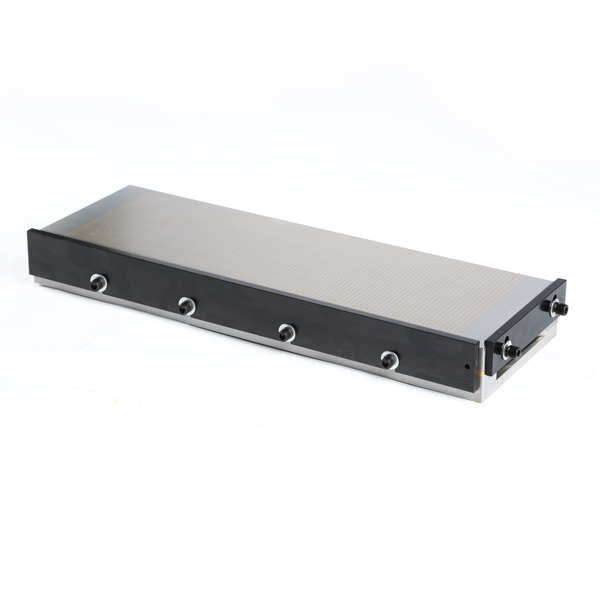
Магнетне стезне главе једноставне за руковање
Наше предности снабдевања магнетним стезаљкама:
* Гарантоване магнетне стезне главе високог квалитета
* Магнетне стезне главе са конкурентном ценом
Начин употребе
1. вакуумске чаше треба очистити пре употребе како би се избегле огреботине које утичу на тачност.
2. Поставите радни предмет на сто за усисавање, затим уметните кључ у отвор осовине и окрените га за 1800 у положај УКЉУЧЕНО у смеру казаљке на сату, а затим усишите радни предмет за машинску обраду.
3. користити температуру околине на -400Ц–500Ц.Није потребно куцање да би се спречила магнетна редукција.
4. ако је радни комад готов, убаците кључ у отвор осовине и окрените га 1800 пута у смеру супротном од казаљке на сату на „ОФФ“, онда се радни комад може уклонити.
5. завршити радну површину са уљем против рђе како би се спречила корозија.